Chemical composition:
|
Executive
standard
|
Classification
number
|
Alloy
number
|
Cu
|
Al
|
Fe
|
Mn
|
Ni
|
P
|
Pb
|
Si
|
Sn
|
Zn
|
Total amount of
other elements
|
|
ISO24373
|
Cu6560
|
CuSi3Mn1
|
bal.
|
0.02
|
0.5
|
0.5-1.5
|
-
|
0.05
|
0.02
|
2.8-4.0
|
0.2
|
0.4
|
0.5
|
|
GB/T9460
|
SCu6560
|
CuSi3Mn
|
bal.
|
max0.01
|
max0.5
|
max1.5
|
-
|
-
|
max0.02
|
2.8-4.0
|
max1.0
|
max1.0
|
max0.5
|
|
BS EN14640
|
Cu6560
|
CuSi3Mn1
|
bal.
|
0.01
|
0.5
|
0.5-1.5
|
-
|
0.02
|
0.02
|
2.8-4.0
|
0.2
|
0.2
|
0.4
|
|
AWS A5.7
|
C65600
|
ERCuSi-A
|
bal.
|
0.01
|
0.5
|
1.5
|
-
|
-
|
0.02
|
2.8-4.0
|
1.0
|
1.0
|
0.5
|
|
DIN 1733
|
2.1461
|
SG-CuSi3
|
bal.
|
Max0.01
|
Max0.3
|
0.5-1.5
|
-
|
max0.02
|
max 0.02
|
2.8-4.0
|
max0.2
|
max0.2
|
max0.4
|
Physical properties of materials:
|
Density
|
Kg/m3
|
8.5
|
|
Melting range
|
℃
|
965-1030
|
|
Thermal conductivity
|
W/m.K
|
35
|
|
Electrical conductivity
|
S.m/mm²
|
3.5-4.0
|
|
Coefficient of thermal expansion
|
10-6/K(20-300℃)
|
18.1
|
Standard values of the weld metal:
|
Elongation
|
%
|
40
|
|
Tensile strength
|
N/mm2
|
345
|
|
Notched bar impact work
|
J
|
55
|
|
Brinell hardness
|
HB 2.5/62.5
|
80
|
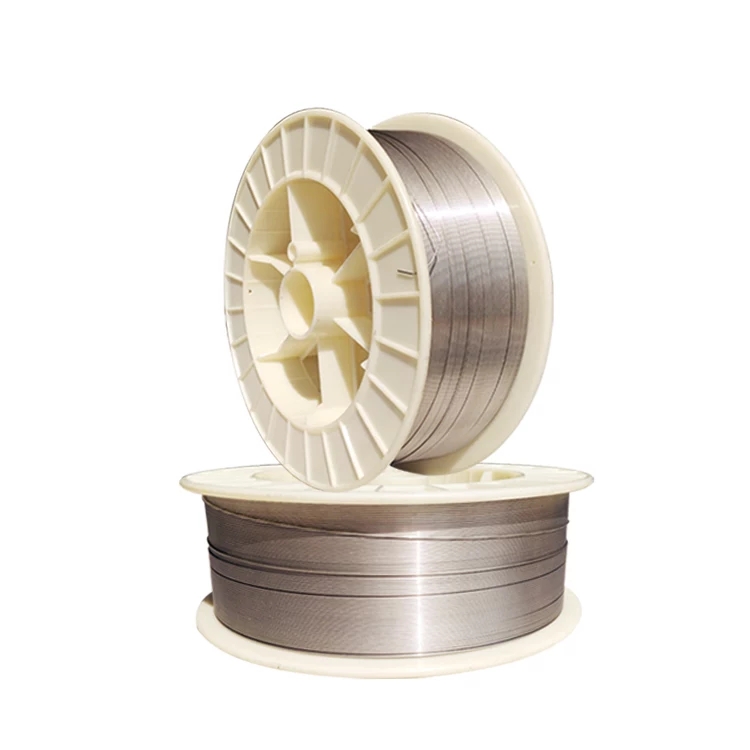
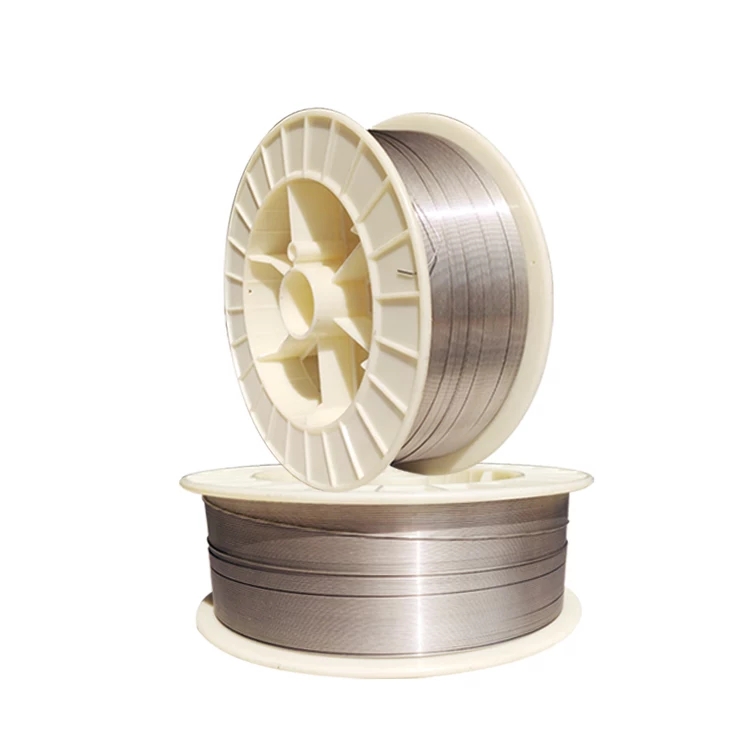
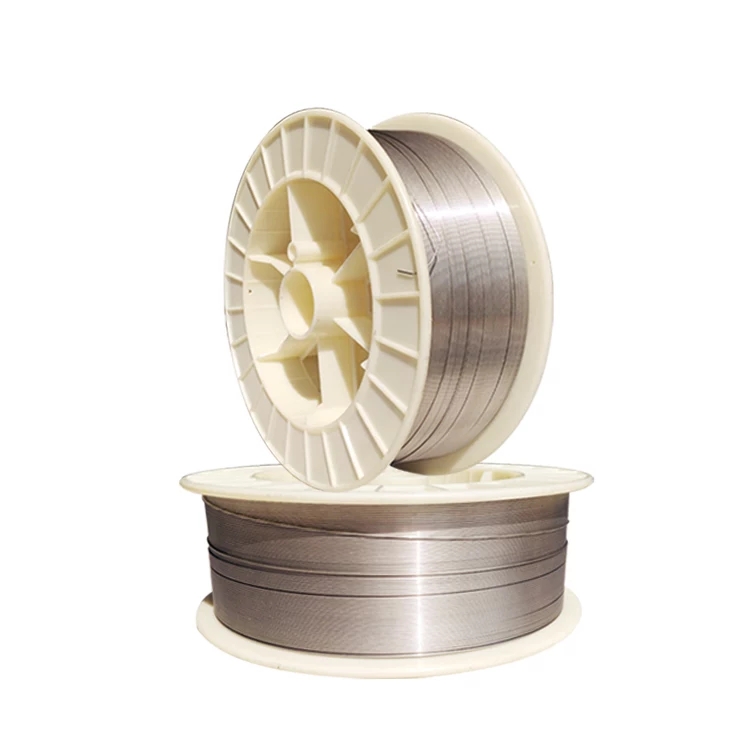
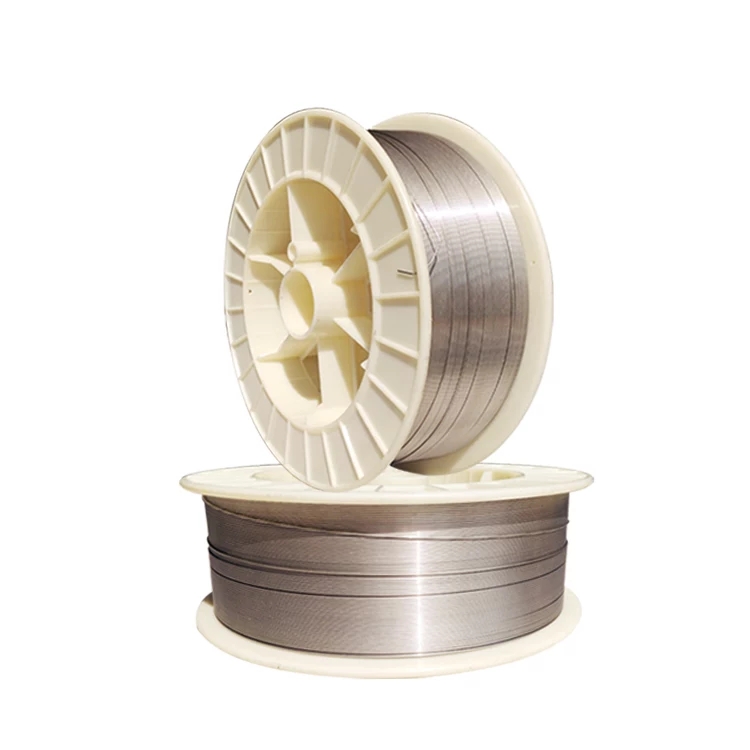
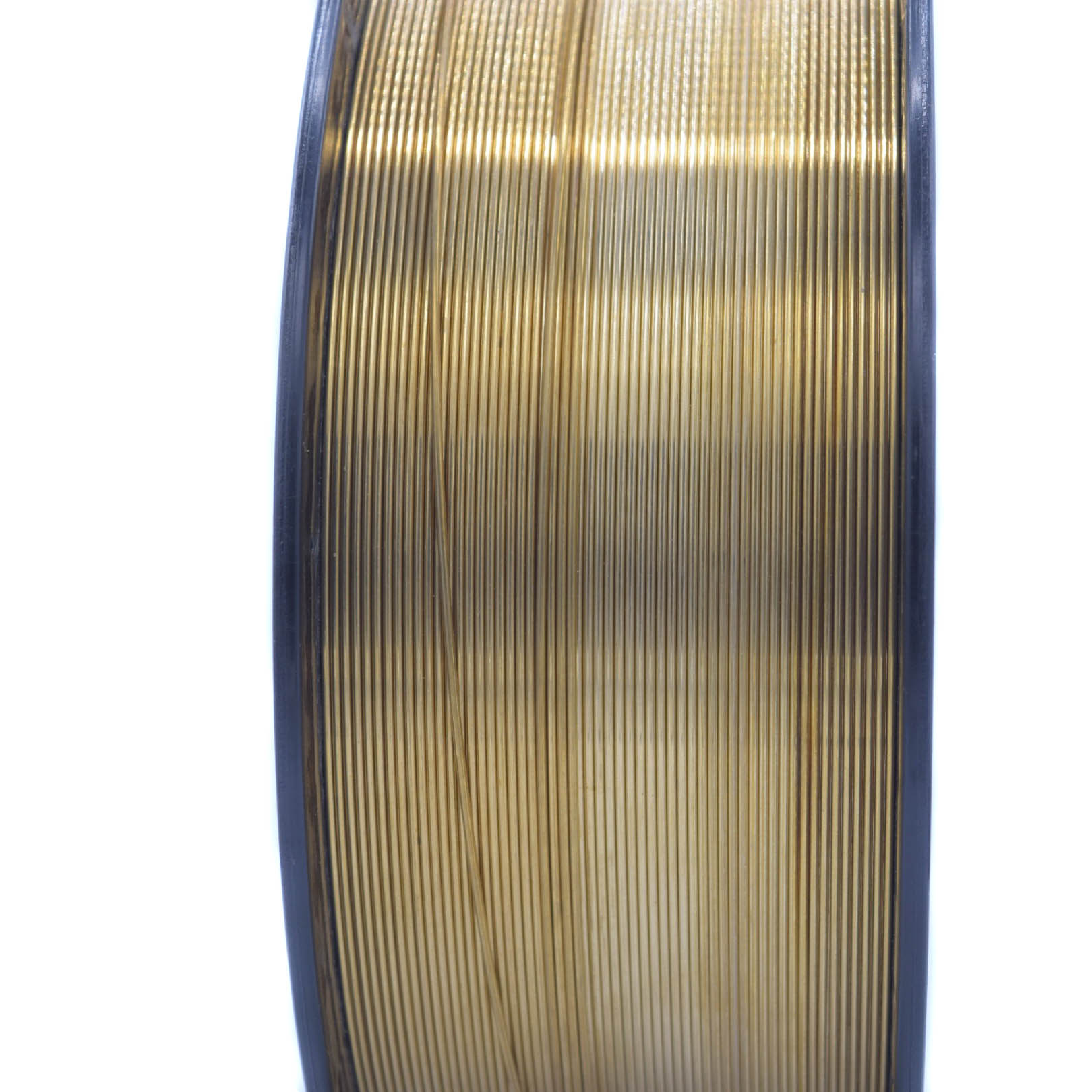
Applications:
Joining and overlay welding of copper zinc alloys,low copper materials,also for an excellent wear resisting overlay welding on low and unalloyed steel as well as cast iron.For MIG overlay welding of large work pieces preheating is recommended.For multilayer welding on steels,pulsed arc welding is recommended.Appropriate for MIG brazing of zinc coated sheets.
Make up:
Diameter:0.80 - 1.00 - 1.20 - 1.60 -2.40
Spools:D100,D200,D300,K300,KS300,BS300
Rods:1.20 – 8.0 mm x350mm-1000 mm
Barrel:0.80-1.6mm 150kg,200kg,250kg
Electrodes available.
Further make ups on request.
 English
English
 Afrikaans
Afrikaans
 Albanian
Albanian
 Arabic
Arabic
 Armenian
Armenian
 Azerbaijani
Azerbaijani
 Basque
Basque
 Belarusian
Belarusian
 Bulgarian
Bulgarian
 Catalan
Catalan
 Chinese (Simplified)
Chinese (Simplified)
 Croatian
Croatian
 Czech
Czech
 Danish
Danish
 Dutch
Dutch
 Estonian
Estonian
 Filipino
Filipino
 Finnish
Finnish
 French
French
 Georgian
Georgian
 German
German
 Greek
Greek
 Haitian Creole
Haitian Creole
 Hebrew
Hebrew
 Hindi
Hindi
 Hungarian
Hungarian
 Icelandic
Icelandic
 Indonesian
Indonesian
 Irish
Irish
 Italian
Italian
 Japanese
Japanese
 Korean
Korean
 Latvian
Latvian
 Lithuanian
Lithuanian
 Macedonian
Macedonian
 Malay
Malay
 Malagasy
Malagasy
 Maltese
Maltese
 Norwegian
Norwegian
 Persian
Persian
 Polish
Polish
 Portuguese
Portuguese
 Romanian
Romanian
 Russian
Russian
 Serbian
Serbian
 Slovak
Slovak
 Slovenian
Slovenian
 Spanish
Spanish
 Swedish
Swedish
 Thai
Thai
 Turkish
Turkish
 Ukrainian
Ukrainian
 Urdu
Urdu
 Vietnamese
Vietnamese